
























CNC ମେସିନିଂ ପ୍ରକ୍ରିୟାକରଣର ପ୍ରକୃତ ପ୍ରଶ୍ନ |

ସଠିକ୍ ଯନ୍ତ୍ର କ any ଣସି ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାକୁ ପରବର୍ତ୍ତୀ ସ୍ତରକୁ ଆଣିପାରେ | ଏହା କାର୍ଯ୍ୟକ୍ଷମ ଦକ୍ଷତା ପାଇଁ ଚମତ୍କାର କାର୍ଯ୍ୟ କରିପାରିବ, ଟର୍ଣ୍ଣାରାଉଣ୍ଡ ସମୟକୁ କମ୍ କରିପାରେ ଏବଂ ଉତ୍ପାଦନ ମୂଲ୍ୟ ହ୍ରାସ କରିପାରିବ | ଚାଇନାର ଏକ ପ୍ରମୁଖ ସିଏନ୍ସି ଟର୍ନିଂ ଏବଂ ମିଲିଂ ଉପାଦାନ ନିର୍ମାତାମାନଙ୍କ ମଧ୍ୟରୁ ଏହା 15 ବର୍ଷ ଅଭିଜ୍ଞତା ଥିବା ବେଲ୍ଟ ତଳେ କିଏ ଭଲ ଜାଣେ? ସେହି ଦିନଠାରୁ ବିଏମଟି ଶିଳ୍ପଗୁଡିକ ପାଇଁ ଅତୁଳନୀୟ ସଠିକତା ପ୍ରଦାନ କରିଆସୁଛି |
ଯାନ୍ତ୍ରିକ ପ୍ରକ୍ରିୟାକରଣ କମ୍ପନ ପ୍ରତିରୋଧ ଏବଂ ନିୟନ୍ତ୍ରଣ:
ଯନ୍ତ୍ରର କମ୍ପନ ସୃଷ୍ଟି କରୁଥିବା ଅବସ୍ଥାକୁ ଦୂର କରିବା କିମ୍ବା ଦୁର୍ବଳ କରିବା; ବିଭିନ୍ନ କମ୍ପନ ଡ୍ୟାମ୍ପିଂ ଉପକରଣ ବ୍ୟବହାର କରି ପ୍ରକ୍ରିୟା ପ୍ରଣାଳୀର ସ୍ଥିରତାକୁ ଉନ୍ନତ କରିବା ପାଇଁ ପ୍ରକ୍ରିୟା ପ୍ରଣାଳୀର ଗତିଶୀଳ ବ characteristics ଶିଷ୍ଟ୍ୟକୁ ଉନ୍ନତ କରିବାକୁ |
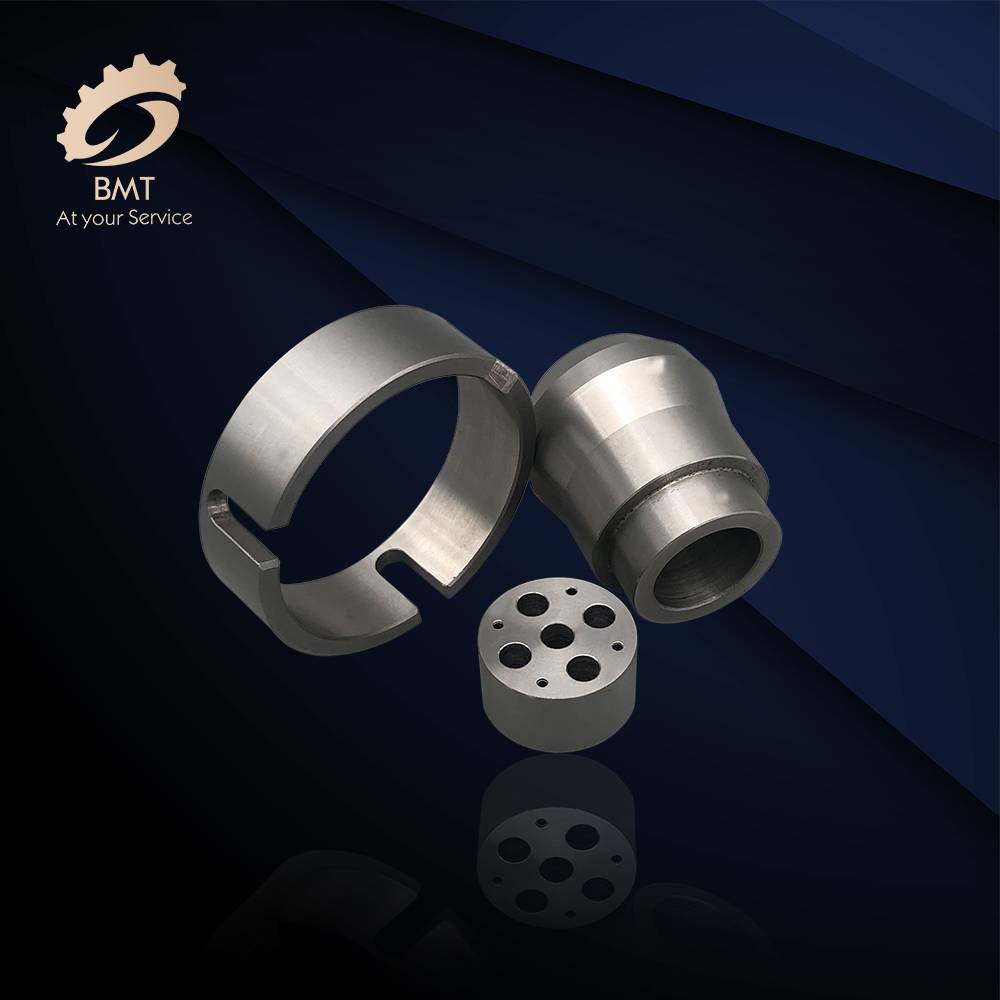
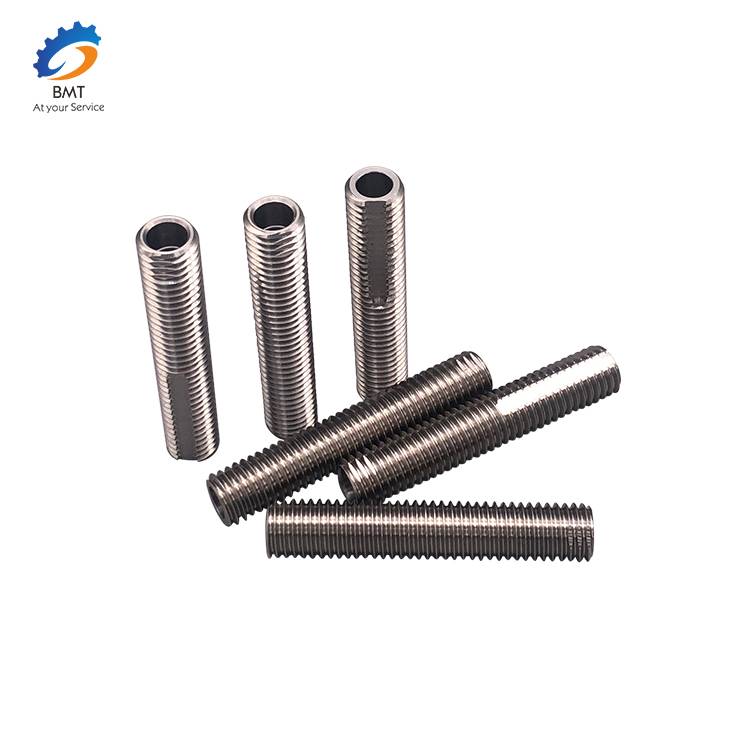
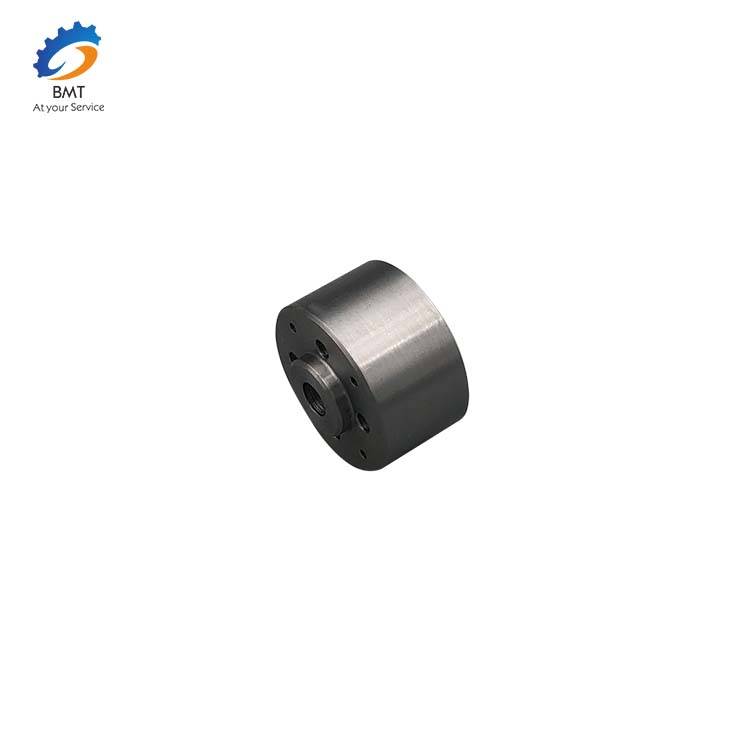
ଉତ୍ପାଦ ବର୍ଣ୍ଣନା






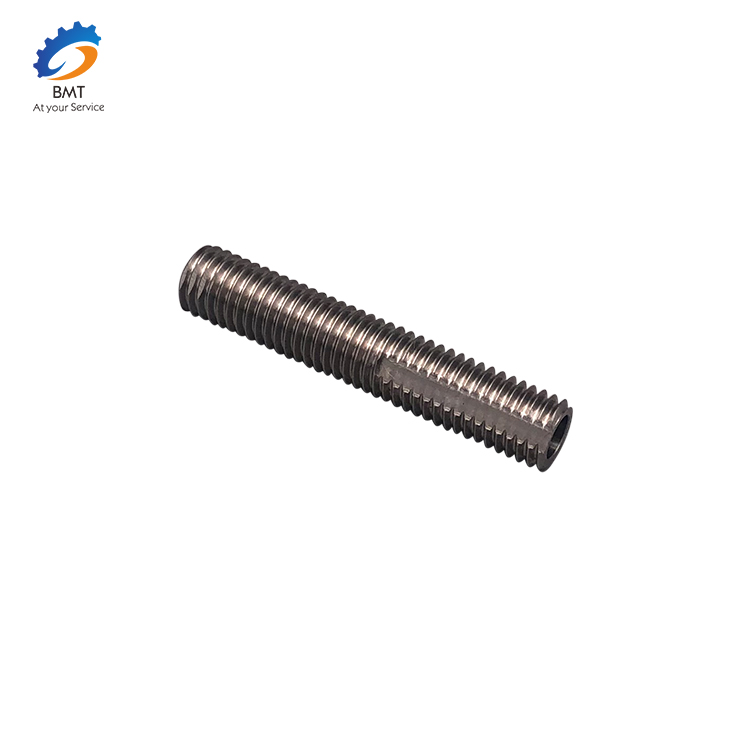




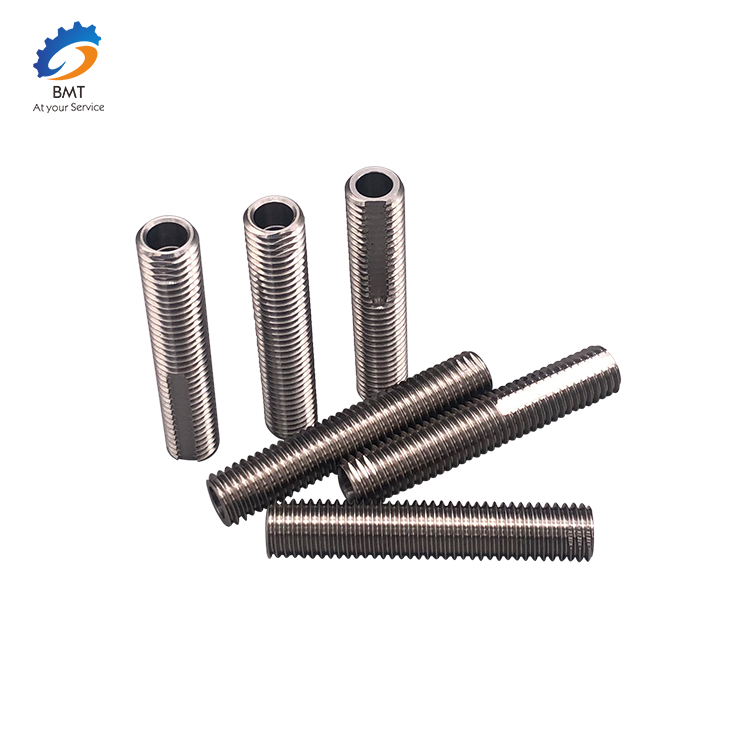








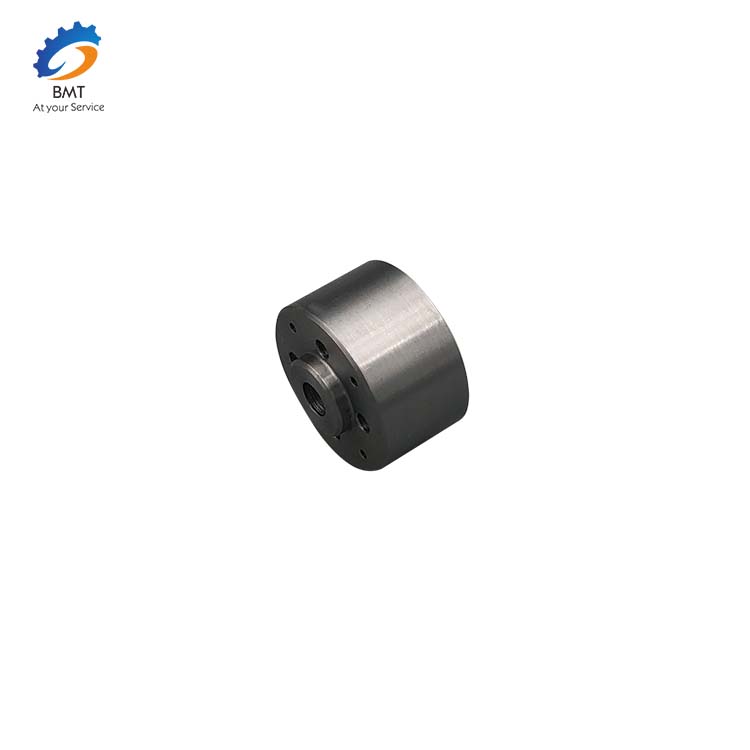





ଆମର CNC ମେସିନ୍ ଅଂଶଗୁଡିକ କାହିଁକି ବାଛନ୍ତୁ?


କଠିନ ମାନଦଣ୍ଡ ଚୟନ ନୀତି? ସୂକ୍ଷ୍ମ ମାନଦଣ୍ଡ ଚୟନର ନୀତି?
ଅଶୋଧିତ ମାନଦଣ୍ଡ:
ପାରସ୍ପରିକ ସ୍ଥିତି ଆବଶ୍ୟକତାକୁ ସୁନିଶ୍ଚିତ କରିବାର ସିଦ୍ଧାନ୍ତ;
2। ଯନ୍ତ୍ର ପୃଷ୍ଠର ଯନ୍ତ୍ର ଭତ୍ତାର ଯୁକ୍ତିଯୁକ୍ତ ବଣ୍ଟନକୁ ସୁନିଶ୍ଚିତ କରିବାର ନୀତି;
3। ସୁବିଧାଜନକ ୱାର୍କସିପ୍ କ୍ଲାମିଂର ନୀତି;
4। ନୀତି ଯାହା କଠିନ ଡାଟୁମ୍ ସାଧାରଣତ re ପୁନ used ବ୍ୟବହାର କରାଯିବା ଉଚିତ୍ ନୁହେଁ |
ଉତ୍ତମ ମାନଦଣ୍ଡ:
ଡାଟମ୍ ଓଭରଲପ୍ ର ନୀତି;
2। ଏକୀକୃତ ମାନଦଣ୍ଡ ନୀତି;
3। ପାରସ୍ପରିକ ମାନଦଣ୍ଡ ନୀତି;
4। ସ୍ୱୟଂ ସେବକ ମାନଦଣ୍ଡ ନୀତି;
5। ନୀତିକୁ ବନ୍ଦ କରିବା ସହଜ |


ପ୍ରକ୍ରିୟା କ୍ରମର ନୀତିଗୁଡିକ କ’ଣ?
କ) ପ୍ରଥମେ ଡାଟୁମ୍ ସ୍ତର ପ୍ରକ୍ରିୟା କର, ଏବଂ ତାପରେ ଅନ୍ୟ ପୃଷ୍ଠଗୁଡ଼ିକୁ ପ୍ରକ୍ରିୟାକରଣ କର |
ଖ) ଅଧା କ୍ଷେତ୍ରରେ, ଭୂପୃଷ୍ଠ ପ୍ରଥମେ ପ୍ରକ୍ରିୟାକରଣ ହୁଏ, ଏବଂ ତା’ପରେ ଛିଦ୍ର ପ୍ରକ୍ରିୟାକରଣ ହୁଏ;
ଗ) ମୁଖ୍ୟ ପୃଷ୍ଠଟି ପ୍ରଥମେ ପ୍ରକ୍ରିୟାକରଣ ହୁଏ, ଏବଂ ଦ୍ secondary ିତୀୟ ପୃଷ୍ଠଟି ପରେ ପ୍ରକ୍ରିୟାକରଣ ହୁଏ;
ଘ) ପ୍ରଥମେ ରୁଗ୍ ପ୍ରକ୍ରିୟା, ତା’ପରେ ସମାପ୍ତ ପ୍ରକ୍ରିୟା ବ୍ୟବସ୍ଥା କର |
ପ୍ରକ୍ରିୟାକରଣ ପର୍ଯ୍ୟାୟକୁ କିପରି ବିଭାଜନ କରାଯିବ? ପ୍ରକ୍ରିୟାକରଣ ପର୍ଯ୍ୟାୟ ବିଭାଜନର ଲାଭ କ’ଣ?
ପର୍ଯ୍ୟାୟ ବିଭାଜନ ପ୍ରକ୍ରିୟାକରଣ:
1) କଠିନ ଯନ୍ତ୍ର ପର୍ଯ୍ୟାୟ |
2) ସେମି ଫାଇନିଂ ପର୍ଯ୍ୟାୟ |
3) ଶେଷ ପର୍ଯ୍ୟାୟ |
4) ସଠିକ୍ ସମାପ୍ତି ପର୍ଯ୍ୟାୟ |

ଏହା ଥର୍ମାଲ୍ ଡିଫର୍ମେସନ୍ ଏବଂ ରୁଗ୍ ମେସିନିଂ ଦ୍ caused ାରା ସୃଷ୍ଟି ହୋଇଥିବା ଅବଶିଷ୍ଟ ଚାପକୁ ଦୂର କରିବା ପାଇଁ ପର୍ଯ୍ୟାପ୍ତ ସମୟ ସୁନିଶ୍ଚିତ କରିପାରିବ, ଯାହାଦ୍ୱାରା ପରବର୍ତ୍ତୀ ଯନ୍ତ୍ରର ସଠିକତାକୁ ଉନ୍ନତ କରାଯିବ | ଏଥିସହ, କଠିନ ପ୍ରକ୍ରିୟାକରଣ ପର୍ଯ୍ୟାୟରେ ଖାଲି ତ୍ରୁଟିଗୁଡିକ ପ୍ରକ୍ରିୟାକରଣର ପରବର୍ତ୍ତୀ ପର୍ଯ୍ୟାୟରେ ପ୍ରକ୍ରିୟାକରଣ କରିବାକୁ ପଡିବ ନାହିଁ, ବର୍ଜ୍ୟବସ୍ତୁକୁ ଏଡାଇବା ପାଇଁ | ଏହା ସହିତ, ଯନ୍ତ୍ରାଂଶଗୁଡ଼ିକର ଯଥାର୍ଥ ବ୍ୟବହାର, ସଠିକ୍ ଯନ୍ତ୍ର ଉପକରଣଗୁଡ଼ିକର ସଠିକତା ସ୍ତର ବଜାୟ ରଖିବା ପାଇଁ, ସମାପ୍ତ କରିବା ପାଇଁ ରୁଗ୍ ମେସିନିଂ ସଠିକ୍ ମେସିନ୍ ଉପକରଣଗୁଡ଼ିକ ପାଇଁ ସ୍ୱଳ୍ପ ସଠିକତା ମେସିନ୍ ଉପକରଣଗୁଡିକ; ମାନବ ସମ୍ବଳର ଯୁକ୍ତିଯୁକ୍ତ ବ୍ୟବସ୍ଥା, ଉଚ୍ଚ-ବ tech ଷୟିକ ଶ୍ରମିକମାନେ ସଠିକ୍ ଅଲ୍ଟ୍ରା-ସଠିକ୍ ପ୍ରକ୍ରିୟାକରଣରେ ବିଶେଷଜ୍ଞ, ଯାହା ଉତ୍ପାଦର ଗୁଣବତ୍ତା ନିଶ୍ଚିତ କରିବା, ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ସ୍ତରରେ ଉନ୍ନତି ଆଣିବା ପାଇଁ ଅତ୍ୟନ୍ତ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ |