








ଏହି ପତଳା ପାଚେରୀ ଅଂଶଗୁଡିକ କିପରି ଉତ୍ପାଦିତ ହୁଏ?

ଧାତୁ ସ୍ପିନ୍ ହେଉଛି ସିଟ୍ ଧାତୁ ପାଇଁ ଏକ ସମୃଦ୍ଧ ଘୂର୍ଣ୍ଣନ ଗଠନ ପ୍ରକ୍ରିୟା | ସ୍ପିଣ୍ଡଲ୍ ଖାଲି ଏବଂ ଛାଞ୍ଚ କୋରକୁ ଘୂର୍ଣ୍ଣନ କରିବାକୁ ଚଲାଇଥାଏ, ଏବଂ ତା’ପରେ ଘୂର୍ଣ୍ଣନ ଚକ ଘୂର୍ଣ୍ଣନ ଖାଲି ଉପରେ ଚାପ ପ୍ରୟୋଗ କରେ | ସ୍ପିନିଂ ମେସିନର ମୁଖ୍ୟ ଶାଫ୍ଟର ଘୂର୍ଣ୍ଣନ ଗତି ଏବଂ ଉପକରଣର ଦ୍ରାଘିମା ଏବଂ ଟ୍ରାନ୍ସଭର୍ସ ଫିଡ୍ ଗତି ହେତୁ ଏହି ସ୍ଥାନୀୟ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତି ଧୀରେ ଧୀରେ ସମଗ୍ର ଖାଲି ସ୍ଥାନକୁ ବିସ୍ତାର ହୁଏ, ଯାହା ଦ୍ hol ାରା ଖୋଲା ଘୂର୍ଣ୍ଣନ ଶରୀରର ବିଭିନ୍ନ ଆକୃତି ପ୍ରାପ୍ତ ହୁଏ |
ପ୍ରକ୍ରିୟା ମୂଲ୍ୟ: ଛାଞ୍ଚ ମୂଲ୍ୟ (କମ୍), ଏକକ ଖଣ୍ଡ ମୂଲ୍ୟ (ମଧ୍ୟମ)
ସାଧାରଣ ଉତ୍ପାଦ: ଆସବାବପତ୍ର, ଦୀପ, ଏରୋସ୍ପେସ୍, ପରିବହନ, ଟେବୁଲ ସାମଗ୍ରୀ, ଅଳଙ୍କାର ଇତ୍ୟାଦି |
ଅମଳ ଉପଯୁକ୍ତ: ଛୋଟ ଏବଂ ମଧ୍ୟମ ବ୍ୟାଚ୍ ଉତ୍ପାଦନ |


ପୃଷ୍ଠଭୂମି ଗୁଣ:
ପୃଷ୍ଠଭୂମି ଗୁଣ ମୁଖ୍ୟତ operator ଅପରେଟର ଦକ୍ଷତା ଏବଂ ଉତ୍ପାଦନ ଗତି ଉପରେ ନିର୍ଭରଶୀଳ |
ଯନ୍ତ୍ରର ଗତି: ଅଂଶ ଆକାର, ଜଟିଳତା ଏବଂ ସିଟ୍ ଧାତୁର ଘନତା ଉପରେ ନିର୍ଭର କରି ମଧ୍ୟମରୁ ଉଚ୍ଚ ଉତ୍ପାଦନ ବେଗ |
ପ୍ରଯୁଜ୍ୟ ସାମଗ୍ରୀ:
ଗରମ ଧାତୁ ସିଟ୍ ଯେପରିକି ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ପିତ୍ତଳ, ତମ୍ବା, ଆଲୁମିନିୟମ୍, ଟାଇଟାନିୟମ୍ ଇତ୍ୟାଦି ପାଇଁ ଉପଯୁକ୍ତ |
ଡିଜାଇନ୍ ବିଚାର:
।
୨। ଧାତୁ ଘୂର୍ଣ୍ଣନ ଦ୍ୱାରା ଗଠିତ ଅଂଶଗୁଡିକ ପାଇଁ, ଆଭ୍ୟନ୍ତରୀଣ ବ୍ୟାସକୁ 2.5 ମିଟର ମଧ୍ୟରେ ନିୟନ୍ତ୍ରଣ କରାଯିବା ଉଚିତ |

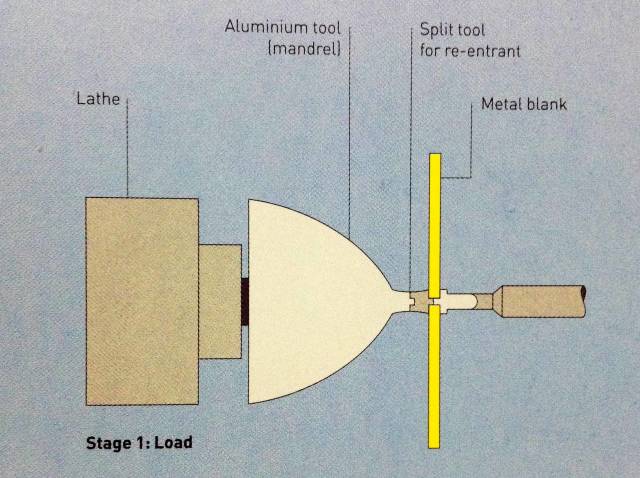
ପଦାଙ୍କ 1: ମେସିନ୍ ମାଣ୍ଡେଲରେ କଟା ଗୋଲାକାର ଧାତୁ ସିଟ୍ ଠିକ୍ କରନ୍ତୁ |
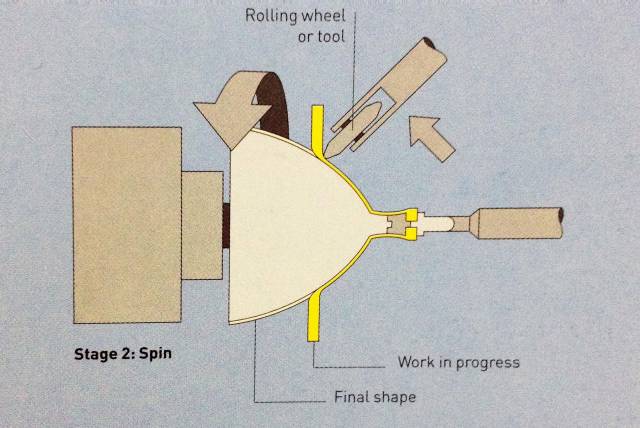
ପଦାଙ୍କ 2: ମାଣ୍ଡ୍ରେଲ୍ ବୃତ୍ତାକାର ଧାତୁ ପ୍ଲେଟ୍କୁ ଉଚ୍ଚ ବେଗରେ ଘୂର୍ଣ୍ଣନ କରିବାକୁ ଚଲାଇଥାଏ, ଏବଂ ରନର୍ ସହିତ ଉପକରଣଟି ଧାତୁ ପୃଷ୍ଠକୁ ଦବାଇବା ଆରମ୍ଭ କରେ ଯେପର୍ଯ୍ୟନ୍ତ ଧାତୁ ପ୍ଲେଟ୍ ଛାଞ୍ଚର ଭିତର କାନ୍ଥକୁ ସମ୍ପୂର୍ଣ୍ଣ ଫିଟ୍ କରେ |
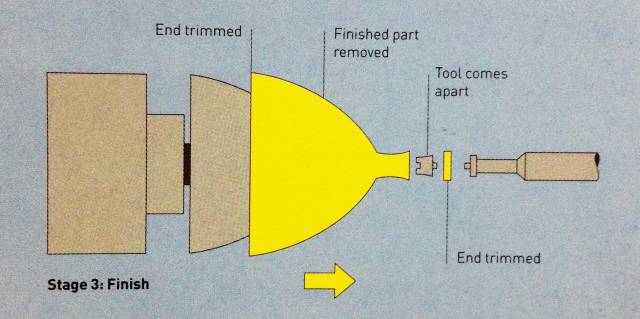
ପଦାଙ୍କ 3: ମୋଲିଡିଂ ସମ୍ପୂର୍ଣ୍ଣ ହେବା ପରେ, ମାଣ୍ଡ୍ରେଲ୍ ଅପସାରଣ କରାଯାଏ ଏବଂ ଅଂଶର ଉପର ଏବଂ ତଳ ଅଂଶକୁ ଭାଙ୍ଗିବା ପାଇଁ କାଟି ଦିଆଯାଏ |
ଆମକୁ ବାର୍ତ୍ତା ପଠାନ୍ତୁ:
-

ଆଲୁମିନିୟମ୍ CNC ଯନ୍ତ୍ର ଅଂଶ |
-

ଆଲୁମିନିୟମ୍ ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ |
-

ଆକ୍ସି ଉଚ୍ଚ ସଠିକତା CNC ମେସିନ ଅଂଶ |
-

ଇଟାଲୀ ପାଇଁ CNC ମେସିନ୍ ଅଂଶ |
-

CNC ମେସିନ ଆଲୁମିନିୟମ ଅଂଶ |
-

ଅଟୋ ପାର୍ଟସ୍ ମେସିନିଂ |
-

ଟାଇଟାନିୟମ୍ ମିଶ୍ରିତ କ୍ଷମା |
-

ଟାଇଟାନିୟମ୍ ଏବଂ ଟାଇଟାନିୟମ୍ ଆଲୋଇ ଫିଟିଙ୍ଗ୍ |
-

ଟାଇଟାନିୟମ୍ ଏବଂ ଟାଇଟାନିୟମ୍ ମିଶ୍ରିତ କ୍ଷମା |
-

ଟାଇଟାନିୟମ୍ ଏବଂ ଟାଇଟାନିୟମ୍ ଆଲୋଇ ତାରଗୁଡ଼ିକ |
-

ଟାଇଟାନିୟମ୍ ବାର୍ |
-

ଟାଇଟାନିୟମ୍ ବିହୀନ ପାଇପ୍ / ଟ୍ୟୁବ୍ |
-

ଟାଇଟାନିୟମ୍ ୱେଲଡେଡ୍ ପାଇପ୍ / ଟ୍ୟୁବ୍ |